What is machine vision?
September 2, 2022
Discover Motion Automation Intelligence
October 12, 2022Today’s manufacturers use machine vision to improve product quality, reduce waste, and increase ROI. Machine vision systems also supply unparalleled data and insights into the production process. They are proven versatile tools for manufacturing automation.
Accuracy of Machine Vision Systems
Manufacturers are adopting machine vision systems to give them a strategic business advantage. These systems include data analytics and visualization features that help with process improvement, product quality, and yield maximization. Other applications of this data involve creating and validating models for predictive maintenance, a critical development in contemporary manufacturing.
Quick and precise machine vision systems offer nearly 100% product inspection with low false-failure rates for real-time quality control.
Manual inspections are unclear, cumbersome, and erroneous. In contrast, effective machine vision systems frequently operate in real-time and swiftly spot and address product or process flaws.
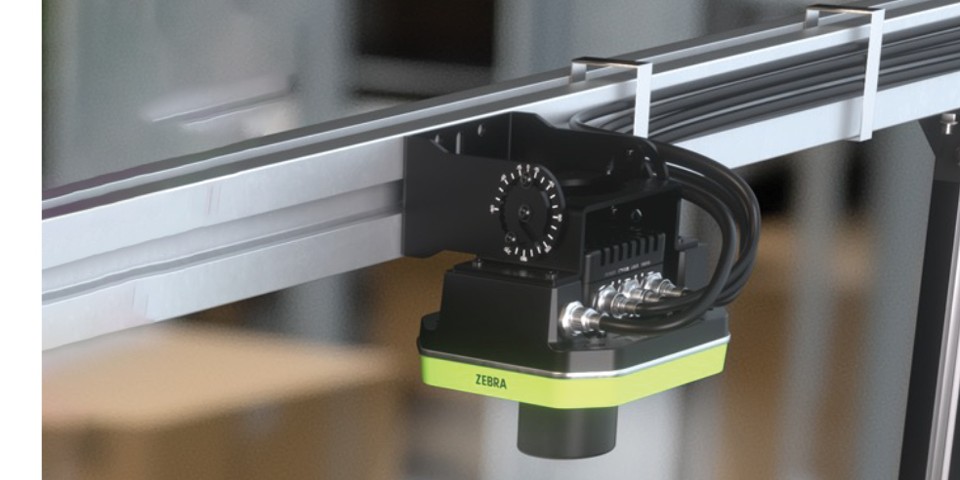
Parts of a Machine Vision System
A machine vision inspection system is highly customizable. A mounted camera or sensor is typically the main component, but a machine vision system uses an array of technologies depending on the complexity of the inspected product, the manufacturing process itself, or the manufacturer’s needs.
Technologies like digital imaging, lighting, optics, image processing, and programmable logic controllers (PLCs) examine a product’s digital images. The inspection measures’ established thresholds serve as the foundation for this qualitative analysis. The obtained images are processed using computer vision techniques. These systems can be anything from palm-sized smart cameras to massive multi-station inspection cells with electromechanical actuators, conveyors, and robots for handling parts. Large systems use imaging-sensor technologies across the spectrum to carry out complex checks.
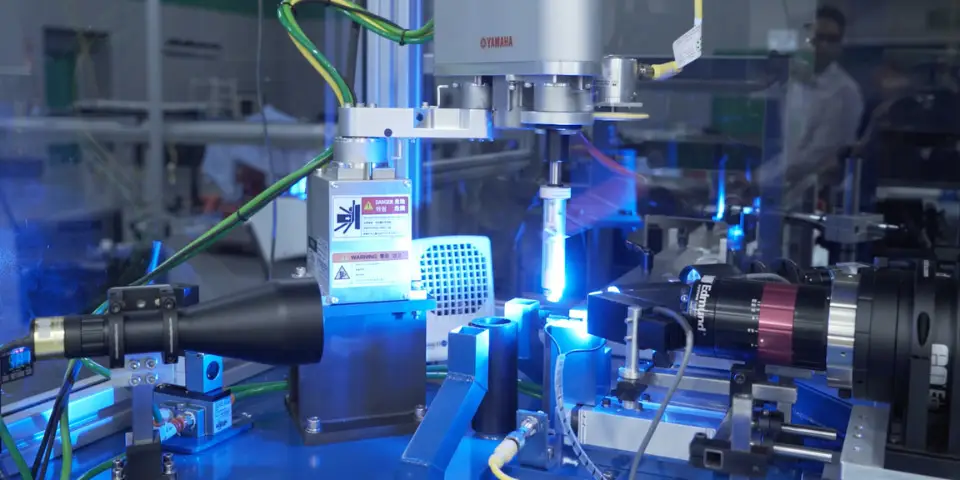
Machine Vision Inspection for Factory Automation
Machine vision systems automate various industrial processes such as identification (barcode, sortation, readables, or labels), measurement, position and guidance, and quality control.
Before the product exits the plant, anything non-compliant is automatically separated and isolated using the data produced by these technologies. The inspection data can be further examined alongside the non-compliant products to spot process flaws, including broken equipment, poor process parameter setup, or foreign materials.
Machine vision systems can significantly improve the productivity of modern manufacturing. These systems can be used at every production level across various industries, acting as hubs that produce rich data to aid executives, production managers, manufacturing engineers, and quality engineers in improving product and automation processes.
Want to Read More?
See the latest article, “Machine Vision: An Industry 4.0 Driver,” in Efficient Plant Magazine to learn more about machine vision and how manufacturers leverage this technology as a competitive advantage.
Need More Information?
Motion Automation Intelligence has the answers to your machine vision and automation questions.