Up the Production Game with Machine and Motion Control
April 27, 2023
High-Speed Vision Inspection: Enhancing Quality Control for Plastic Parts
June 11, 2023
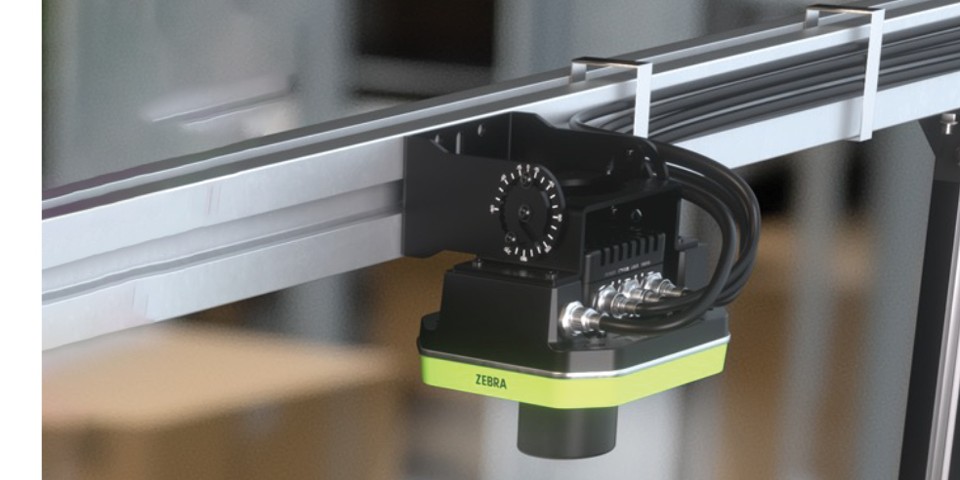
Machine vision inspection is a critical component of factory automation that uses cameras and image-processing algorithms to inspect and analyze products and processes. It plays a vital role in ensuring quality control, increasing productivity, and reducing human error in various industries. This article delves into the significance of machine vision inspection in factory automation and explores its key applications and benefits.
Importance of Machine Vision Inspection in Factory Automation
Enhancing Quality Control
 Machine vision systems provide precise and reliable inspection capabilities, detecting defects, anomalies, and variations in products with high accuracy. This ensures that only products meeting specific quality standards are passed along the production line, reducing the risk of faulty or substandard goods reaching the market.
Machine vision systems provide precise and reliable inspection capabilities, detecting defects, anomalies, and variations in products with high accuracy. This ensures that only products meeting specific quality standards are passed along the production line, reducing the risk of faulty or substandard goods reaching the market.
Increasing Efficiency
By automating inspection processes, machine vision systems eliminate the need for manual inspections, reducing the time required and enabling faster production cycles. This leads to increased productivity, cost savings, and improved overall efficiency in the factory.
Minimizing Human Error
Human inspectors are prone to fatigue, distraction, and subjectivity, resulting in inconsistent inspection results. Machine vision systems, on the other hand, operate consistently and impartially, ensuring objective and reliable inspection outcomes.
Facilitating Traceability
Machine vision inspection systems can capture and store images and data related to the inspected products, enabling traceability throughout the production process. This is particularly important in industries where product recall or tracking is critical, such as pharmaceuticals or food production.
Applications of Machine Vision Inspection in Factory Automation
Defect Detection
 Machine vision systems can identify defects such as cracks, scratches, dents, or misalignments on products. This is crucial in industries like automotive, electronics, or packaging, where even minor defects can compromise product quality and safety.
Machine vision systems can identify defects such as cracks, scratches, dents, or misalignments on products. This is crucial in industries like automotive, electronics, or packaging, where even minor defects can compromise product quality and safety.
Dimensional Measurement
Machine vision systems can accurately measure product dimensions, lengths, widths, and angles, ensuring adherence to precise specifications. This is valuable in industries where precise measurements are essential, such as manufacturing components or parts.
Optical Character Recognition (OCR)
OCR technology allows machine vision systems to read and verify text on products, labels, or packaging. This enables automated verification of serial numbers, barcodes, expiration dates, or batch numbers, ensuring accuracy in sectors like logistics, pharmaceuticals, or retail.
Color Inspection
Machine vision systems can analyze and compare colors to identify deviations or inconsistencies, ensuring color uniformity in products or packaging. This is critical in industries where color accuracy is crucial for brand identity, such as cosmetics or consumer electronics.
Benefits of Machine Vision Inspection in Factory Automation
Improved Product Quality
 Machine vision systems provide consistent and precise inspections, improving product quality and customer satisfaction. By eliminating faulty or non-compliant items, manufacturers can maintain their reputation and reduce the risk of recalls or returns.
Machine vision systems provide consistent and precise inspections, improving product quality and customer satisfaction. By eliminating faulty or non-compliant items, manufacturers can maintain their reputation and reduce the risk of recalls or returns.
Cost Reduction
Implementing machine vision inspection can reduce costs associated with manual inspections, rework, and warranty claims resulting from defective products. It also enables early detection of issues, preventing production delays and costly repairs.
Increased Throughput
With faster and more accurate inspections, machine vision systems help streamline production processes, leading to increased throughput and quicker time-to-market. This allows manufacturers to meet customer demand more efficiently and gain a competitive edge.
Enhanced Worker Safety
By automating hazardous or repetitive inspection tasks, machine vision systems reduce the risk of injuries and accidents for human workers. This promotes a safer working environment and improves overall occupational health and safety.
Reach Out to Motion Automation Intelligence Today
Machine vision inspection is a powerful tool in factory automation that offers numerous advantages across various industries. From enhancing quality control and increasing efficiency to enabling traceability and ensuring product conformity, machine vision systems are pivotal in improving overall production processes. As technology advances, the capabilities of machine vision inspection will likely expand, driving further innovation and automation in the factory environment. Motion Automation Intelligence is here for you every step of the way to integrate machine vision into your factory automation applications.
Beyond machine vision, we have an expert staff offering services in mechanical design, PLC, robotics, motion, IT, HMI, and software. We are dedicated to maximizing your company's uptime, so don't hesitate to contact us today.